发货:3天内
原料磨简介
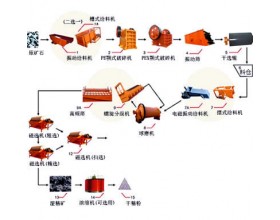
原料磨是我厂生产的大型磨。磨的筒体由四节42 mm厚Q235钢板焊接筒组焊而成,再与25号铸钢端盖拼焊在一起,组成了磨的主体部分。焊接均采用埋弧焊,焊后有较高的残余应力。特别是两端不同材料、不等厚度焊接的两条环焊缝,无论从焊接角度看,还是从磨运行角度看,都是磨的重要部位。设计要求焊后进行消除应力处理。根据厂方的生产具体情况,邀请黑龙江省振动时效厂与之合作,对磨进行了振动消除应力处理。并在磨两端环焊缝处选择了一些点,测试了振动前后的残余应力。实践证明,对磨进行振动消除应力处理,效果较好。
原料磨生产调试
生产线先进行设备单机试车及联动试车,然后正式点火烘窑,随后进入负荷试生产阶段。试生产阶段着重注意以下问题。
① 防止配料仓堵料,导致出磨生料质量不合格。生产期间如适逢严冬雨雪季节,干粘土和铁粉的储备量严重不足,常会导致粘土仓和铁粉仓时常堵料,入磨物料中粘土、铁粉经常断料;另外如果生料质量不合格,应采用连续倒库,在倒库的同时加入一定量的粉煤灰,将库内生料质量调到合格范围。
② 防止斜槽堵料。由于雨雪季节原料水份大,空气湿度大,环境温度低及没有烘干热源原因,原料磨刚投料时,出磨斜槽和粗粉回料斜槽经常堵料,导致原料磨系统不能连续正常生产。
③ 防止原料磨粗磨仓出料篦板断裂,投产初期应随时检查,及时补焊或更换。
④ 防止篦冷机曲轴胀紧套拉坏,防止出现出现由于料床物料过多导致篦床“压死”,强行启动篦床运行而引起曲轴胀紧套拉坏。
⑤ 防止给排水管道及阀门冻裂。如果处在冬季最冷的时候,最低气温在零下6~8℃,要采取有效的防冻措施。
⑥ 防止三级筒下料管结皮堵塞,在此部位加装一个空气炮,定时清堵。
原料磨处理常见问题
1、页岩仓、铁粉仓堵料或断料
页岩、铁粉断料后,立即通知现场人员处理。如10min内仍不能处理好,则停止喂料,磨辊顶起,必要时停磨处理;
2、磨主电机跳停
迅速打开旁路挡板,适当打开618风机挡板,降低循环风机入口挡板,保证磨入口微负压状态,检查跳停原因,通知相关人员处理。
3、618风机跳停
全开旁路挡板,618风机挡板,查找原因,通知相关专业人员处理。
4、回转阀跳停
回转阀跳停后,磨机喂料组联锁跳停,磨辊顶起,三通阀自动打到吐渣仓侧,中控要迅速打开旁路挡板,适当打开618风机挡板,降低循环风机入口挡板,调节热风挡板、循环风挡板,冷风挡板来控制磨出口温度,并通知现场处理。
5、电收尘下拉链机或输送电收尘物料分格轮跳停
中控减料运行,立即通知现场检查处理,10min后不能处理好,则停止原料磨喂料组,将三通阀打至废料仓侧,打开旁路挡板、冷风挡板、减小热风挡板,控制磨出口温度。30分钟处理不好,(发电投入运行可停机4小时)汇报相关领导停窑处理,必免拉链机压死。拉链机或分格轮处理好后,现场确认拉链机或分格轮能正常运行后,中控方可启动。
6、当系统突然断电时
通知现场关闭热风挡板,关闭磨出口挡板,打开冷风挡板,来电后及时启动密封风机组、原料磨润滑组。
原料磨:http://www.rsjq.org/pro/30.html