发货:3天内
详细说明

| 详细说明: |
|
一 系统主要功能
1. 整个系统自动配料,为便于设备维修,系统还设置手动测试功能。 2.为加强设备的安全性能,在现场设置急停拉线开关及启动警告笛,在设备启动前可提示工作人员远离设备,主要设备处设置紧急停止按钮。 3. 根据工艺流程和设备布局可以选择各路配料秤的启动顺序和延时时间,以确保物料同时进入下一工序,提高效率。 4. 上位机具有工艺流程显示和参数修改功能,具有配方库管理,历史数据储存,班报、日报、月报和年报的统计及打印功能,可以进行交接班。 5. 上位机软件设置运行密码和重要参数修改密码两级密码保护。 8. 软件运行后,首页界面可显示用户名称,同样在软件的各界面均标注"用户名称"字样。 9. 软件除提供在线帮助外,还可以查阅用户的其他产品资料。 二、系统构成及控制原理
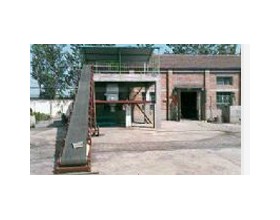
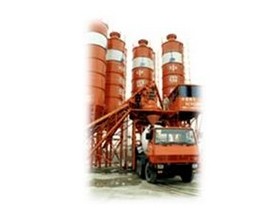
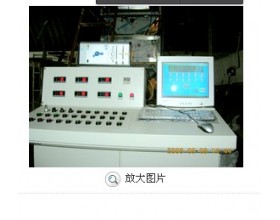
1.系统构成及控制工艺 控制系统包括MCC控制柜、操作台和上位机等系统构成,其中MCC控制柜包括低压电气和变频器等设备,操作台包括配料仪表、常用按钮和中间继电器等。系统运行前一般先通过上位机(或仪表)设定配方,然后通过点选上位机上的按钮来启动配料。电气部分会根据设定好启动顺序,依次启动配料秤。 2.上位机的功能及实现 上位机主要负责配料仪表的控制、实时参数的显示和历史数据的管理,配方的存储等功能。900系列仪表设置CAN总线接口,通过转换模块与上位机通讯接口连接。工作中可以通过上位机向仪表输入配方,当皮带秤运行后,上位机可以通过仪表实时检测皮带秤的瞬时流量、运行状态(如各种报警)和物料累计量。由于配料设备位置的不同,为了使物料同时进入下一工序,各路的启动顺序和停机顺序可以在上位机进行设定(初始设定参数),上位机即可按照该时间顺序发出运行命令。上位机将每次运行各路的累计量、配比、运行起止时间等参数存储,以便查询,另外还可以按班、日、月和年进行统计。所有历史数据均可打印。 三、工作条件
1.相对湿度:仪表:10-95%RH(无结露) 上位机:≤85%RH(无结露) PLC:≤85%RH(无结露) 2.环境温度:仪表-40-85℃ 上位机:0-30℃(建议加装空调) PLC:0-55℃ 3.电源:仪表:85-265VAC/10W 上位机:220VAC,50Hz PLC:85-265VAC/47-63Hz |